






















Le « bossage » à la toupie
Savez-vous "bosser" à la toupie ? Il ne s’agit pas ici de l’expression familière « aller bosser », mais bien du sens donné à bosser du dos, dos courbé. Alors pourquoi et comment bosser ?
-
Pourquoi bosser à la toupie ?
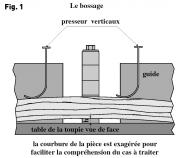
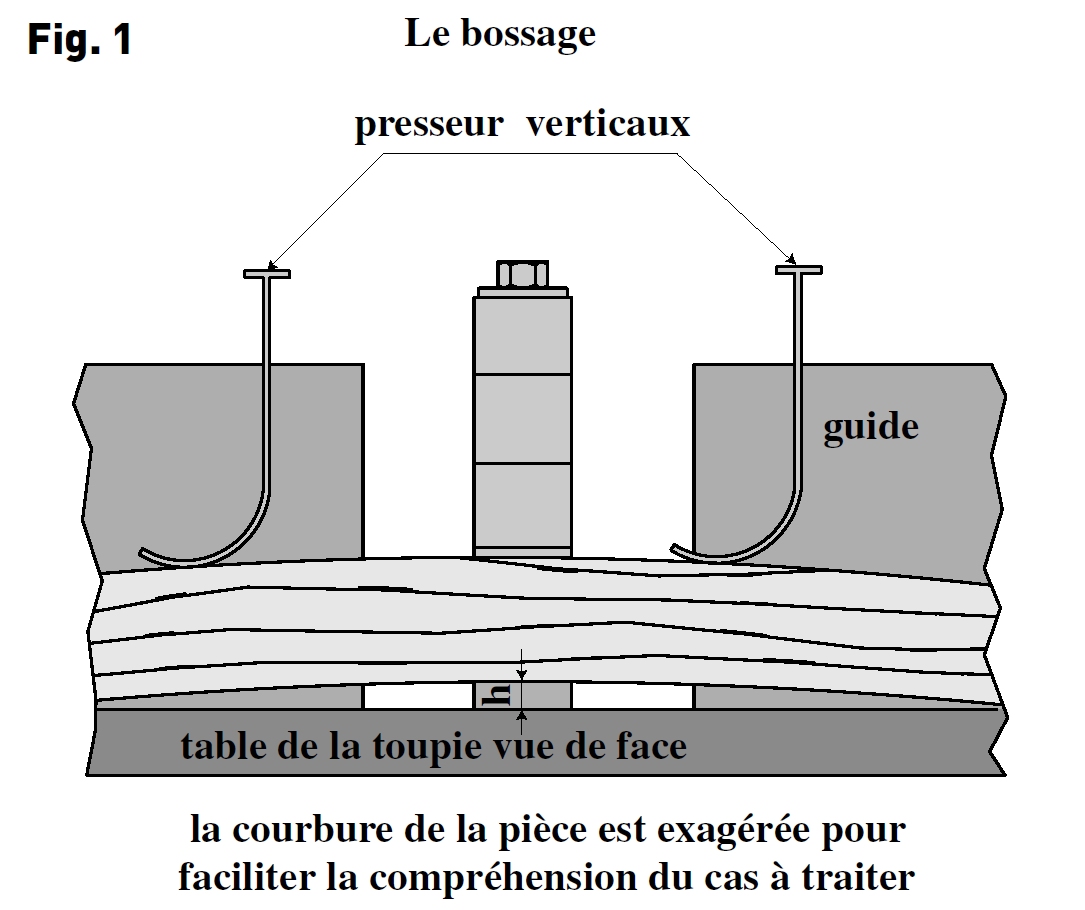
Panneau replaqué, emboîture… il arrive parfois qu’une pièce que l’on souhaite profiler soit creuse, et que cette déformation ne puisse pas être complètement rattrapée par le presseur vertical. La pièce ne plaque pas parfaitement d’un bout à l’autre sur la table de la machine (Fig. 1). Il s’ensuit un profilage irrégulier et un désaffleur.

Quelques exemples :
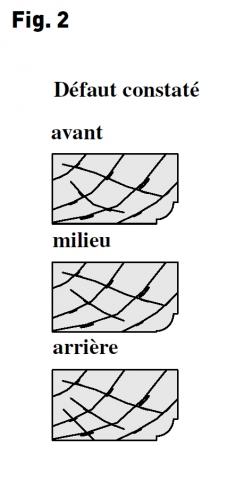
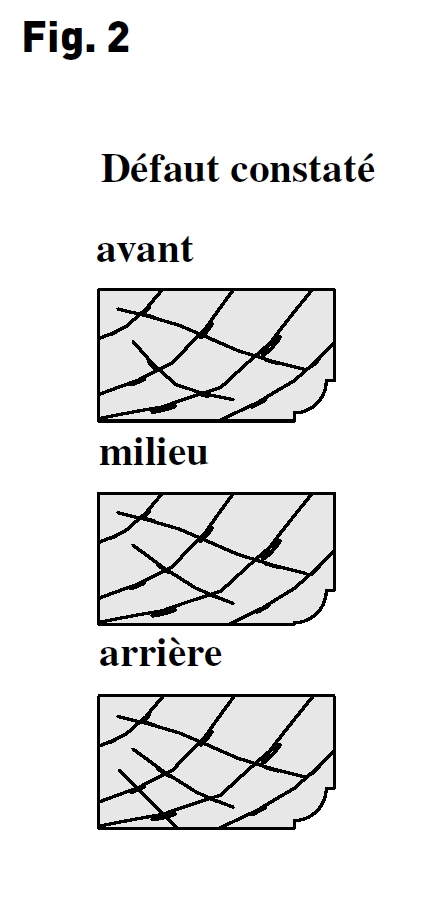
- profiler sur une pièce creuse un quart-de-rond avec un carré. Le carré aura la même cote à l’avant et à l’arrière de la pièce, mais au milieu, il sera diminué voire inexistant (Fig. 2).
- sur un panneau replaqué avec un placage de 6/10e de mm, lorsque l’on procédera à l’affleurage, on attrapera la « perce ».
Pour éviter ces inconvénients, il faut « bosser » !
Comment bosser à la toupie ?
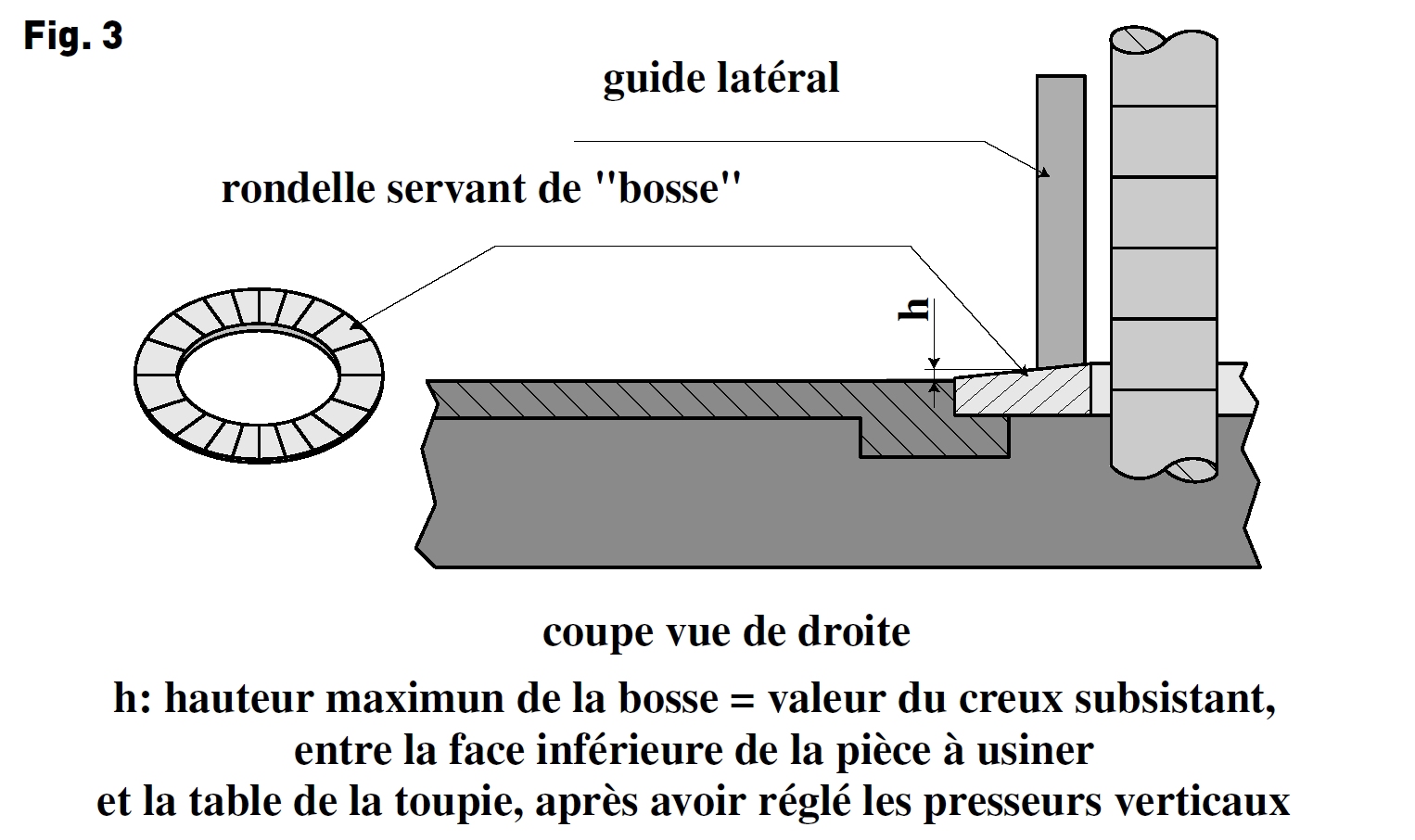
La « bosse », c’est une rondelle de table de toupie qui, au lieu d’être plane, correspond à un tronc de cône très aplati. Mise en place, elle permet d’absorber la déformation de la pièce (Fig. 3).
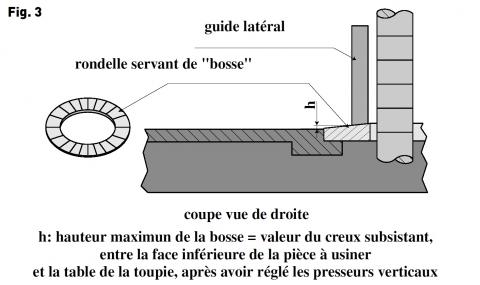
L’idéal serait de posséder plusieurs bosses dont la saillie hors table corresponde précisément au creux de la pièce restant après la pression exercée par le ou les presseurs verticaux. On peut fabriquer ses bosses en contreplaqué, sur un tour à bois. Pour les plus minces, le métal est préférable, mais il faut avoir recours à un tourneur sur métaux.
« Truc d’atelier » proposé par Roger Massouline, paru dans Le Bouvet n° 111.

Vos commentaires